
Liesel Weppen
Urgestein
- Mitglied seit
- 20.07.2017
- Beiträge
- 9.714
- Desktop System
- PC
- Details zu meinem Desktop
- Prozessor
- 5900X
- Mainboard
- Asrock X470 Master SLI
- Kühler
- Dark Rock Pro 4
- Speicher
- 2x16GB@3333Mhz
- Grafikprozessor
- RX6900XT
- Display
- UWQHD
- SSD
- 1TB NVMe
- HDD
- 8TB
- Opt. Laufwerk
- -
- Gehäuse
- Nanoxia Deep Silence 3
- Netzteil
- Corsair 750W
- Betriebssystem
- Linux
- Sonstiges
- 3D-Drucker Sovol SV04
- Internet
- ▼100Mbit/s ▲40Mbit/s
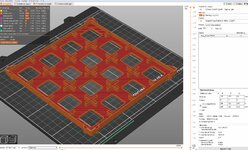
Ist eine normale Druckzeit für so eine Form. Hat halt eine relativ große Grundfläche und besteht insgesamt fast nur aus Aussenwänden.vielen Dank erstmal. Also Sockel 3 und 7 sollten wohl beide in den skt3 passen. Sockel 7 und 370 dann in den 370er. 2 von jeden wären erstmal ausreichend. Aber die Druckzeit ist echt lange.....
Von der Form her wäre ich da denke ich Resin-Druck ideal und wesentlich schneller. Aber so wie ich das sehe, haben alle Resin-Drucker die hier eingetragen sind eine zu geringe Grundfläche für diese Teile.
")





")

