Hallo zusammen,
erstmal danke für jede Hilfe
")
Ich habe jetzt einfach nochmal alles überprüft.
Das Bett habe ich auch nochmal gereinigt mit Isopropanol und war erstaunt, was da jetzt noch an Dreck runtergekommen ist...
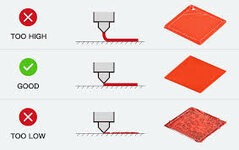
Dabei ist mir aufgefallen, dass der Z-Stopp zu hoch war, obwohl ich das Bett ja erst gelevelt habe, konnte ich das Bett gar nicht so weit hochdrehen, dass der Abstand gepasst hätte.
Dann habe ich den Z-Stopp nochmal neu justiert und dann das Bett gelevelt (so, dass ein Stück Papier zwischen Nozzle und Bett passt und es leicht "kratzt").
Die Drucke sehen jetzt schon wirklich wesentlich besser aus und die Haftung sieht auch wesentlich besser aus.
Außer an manchen Stellen. Da löst sich der Druck vom Bett, ich hänge Euch mal wieder Bilder an.
Leider habe ich kein Thermometer, mit dem ich das prüfen könnte.
Babystepping habe ich, wenn ich das recht gesehen habe, in den Optionen. Dann teste ich das evtl. auch mal. Wie geht man da vor? Immer ganz minimal "nach unten" stellen?
Ich möchte nur nochmal erwähnen, dass ich den Drucker erst seit 3 Tagen habe und mich da jetzt wirklich erst einarbeite. Alles, was man so an Equip über die Zeit ansammelt, fehlt mir natürlich noch.
Es gibt wohl auch eine andere Firmware, mit der man das Mesh Bed leveling aktivieren kann, aber da bin ich nach (gefühlt) zwei Sekunden ausgestiegen, weil ich weder Raspberry noch Arduino habe...
EDIT: Kurzer Nachtrag, ich wollte einfach mal probieren, einen Spulenhalter für die Filamentrolle zu drucken und nach ein paar Layern löst sich der Druck vom Bett




")