@Jahead:
1. Mir wurde hier ja mal der DimaFix Spray empfohlen (eventuell ein viel zu teurer Haarspray-Ersatz). Könntest mal probieren (siehe unten). Ob das Zeug ausser teurer auch noch besser ist als Haarspray, ich weiss es nicht. Haarspray hab ich nicht probiert.
2. Ordentliches Nozzle verwenden, z.B. sowas
https://www.3djake.at/brozzl/mk8-duese-plated-copper ... leitet besser Wärme, ist antihaftbeschichtet... ist jetzt egal welcher Hersteller, aber sowas in die Richtung ist schon okay. Da sollte das Zeug dann auch weniger festkleben. Das heiße Nozzle mit einem Stofftuch (Putzlappen, alte Baumwollsocke...) sauber wischen vor/nach einem Druck, wenn sich dort was angesammelt haben sollte.
3. Nicht zu schnell drucken wollen, gerade anfangs, bissl Geduld ist es wert, erprobte Standardparamter verwenden/laden.
4. Kein Scheiß-Filament verwenden (keine Preisfrage). Es gibt schlicht undruckbare Filamente. Bei meinem Drucker war son polnisches PLA (Noctuo) dabei, das Zeug ist dermaßen schlecht, das verstopft das Nozzle andauernd und ist auch sonst richtig mies. Gibts bestimmt von mehreren Herstellern. Wenns nicht gelingen will, leg das Filament weg und kauf ein anderes, wo die Bewertungen und Empfehlungen drauf schließen lassen, dass das halbwegs noobfreundlich verwendbar sein sollte und probier es. Es gibt einfach Filamente die random scheiße sind, können auch Produktionsfehler bei eigentlich guten Marken sein etc... Man kann ja später darauf zurückgreifen.
5. Druckbett mit IPA putzen. Großzügig verwenden, mit dem Tuch/Papier etwas Druck ausüben, sauberes/fettfreies Tuch/Papier verwenden.
6. Luftzug vermeiden. Ein Gehäuse wird man für harmlose PLA/PETG Drucke nicht brauchen, 90% der Leute in der <500€ Klasse drucken ohne, daran sollte es nicht scheitern.
Na auf jeden Fall hab ich den (DimaFix) jetzt schon mehrmals verwendet, mit dem kann ich das billige Prusa ABS-T richtig schön drucken. Das Zeug war ja von der Druckbetthaftung her wirklich die Pest. Düse 250°C, Druckbett 105/110°C, geschlossener Bauraum auf Höhe der obern Quertraverse ca. 42°C, Hotend wassergekühlt (kein Luftzug...).
Trotdem werd ich kein ABS-Freund mehr, alleine welche tollen Dämpfe das Zeug beim Drucken absondert... brrr. Kaufen werd ich keines mehr, wird wsl. komplett durchs doppelt so teure ASA ersetzt. Mit dem Extrudr bin ich klar gekommen, ein Prusa-ASA hab ich hier, aber noch nicht getestet.
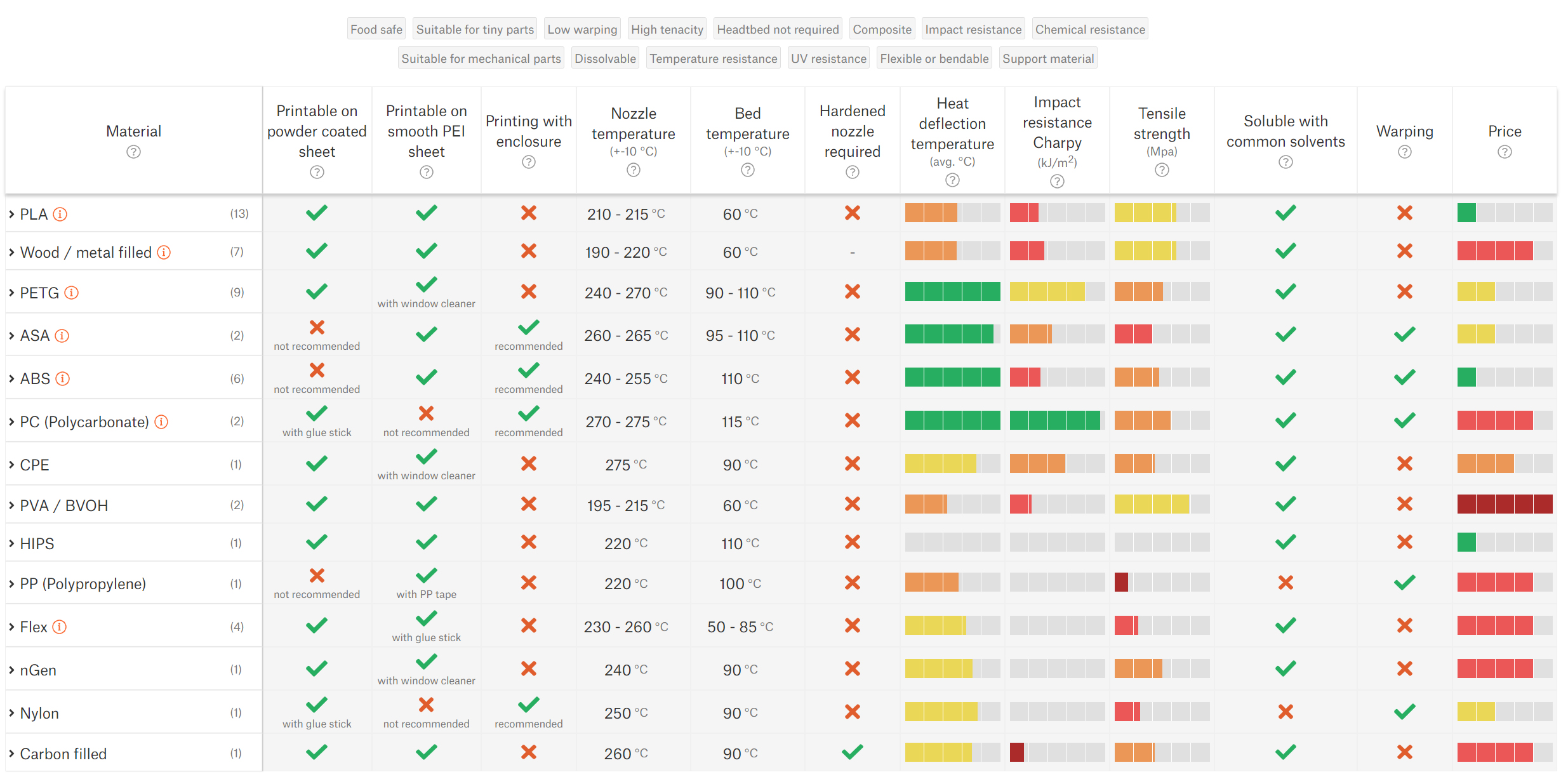
Was ich letztens angetestet habe war ein Fiberlogy Polypropylen natural.
Das Zeug ist richtig fies. Haftet absolut unzureichend (auf diversen PEI) und warpt sich übel weg, so ab dem 4. Layer

...
Bin mir jetzt nicht sicher, ob ich es mit dem DimaFix probiert habe, glaube aber schon. Jetzt hab ich mir noch ne nackte Federstahlplatte bestellt, dort kommt dann PP Hefteinbindefolie drauf. Vielleicht geht das klar, man darf gespannt sein.

 .
.


 Das Warping ist aber noch immer sehr extrem.
Das Warping ist aber noch immer sehr extrem.")

")