Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.

Anmerkung: this_feature_currently_requires_accessing_site_using_safari
Du verwendest einen veralteten Browser. Es ist möglich, dass diese oder andere Websites nicht korrekt angezeigt werden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
Du solltest ein Upgrade durchführen oder einen alternativen Browser verwenden.
[Sammelthread] Die HWLuxx 3D Druckerkolonne....
- Ersteller scars
- Erstellt am

Mal spontan meine Gedanken dazu:Ich überlege mir den Killerbee zu kaufen
Die Killerbee nutzt MGN15, die wegen nur einer Kugelreihe pro Seite denkbar ungeeignet für eine Fräse sind. Stattdessen sollte man eher auf HGR15 setzen, die tragen deutlich mehr. Die zwei Schienen und vier Wagen pro Portalseite sind unnötig und zudem grauenhaft auszurichten. Besser nur eine (größere) Schiene mit zwei Wagen und gut ist. Und die nutzen normale Trapezgewinde, keine KUS.
Kann man alles machen, aber dann ist es maximal ne Fräse für Alu. Insgesamt ist die Maschine damit eher für kleinere Fräse und geringe Vorschübe gedacht. Also quasi perfekt für den Hobbyisten, der hin und wieder mal ein bissel zerspanen möchte. Dafür ist sie günstig und gefällt mir persönlich besser als z.B. die VF-1 von Uncle Phil mit ihren HTD 3M Riemen.
brometheus
Enthusiast
- Mitglied seit
- 11.01.2015
- Beiträge
- 4.292
@Al_ ist was Fräsen angeht der Experte hier im Forum.Gibt es hier jmd mit einer CNC Fräse?
Ich überlege mir den Killerbee zu kaufen
Ich weiß nicht wie das im deutschen ist, aber im englischen Sprachraum unterscheidet man zwischen Router und Mill. Wobei Router eher für Holz und weiches Metall gedacht sind und eine "richtige" Fräse (mill) für Stahl. Je nachdem was man bearbeiten will, braucht man das eine oder andere. Wobei richtige Fräsen ganz erhebliche Anforderungen an die Rahmenstabilität haben und dadurch sehr schnell sehr teuer werden.
In dem Preisbereich? Gute Frage... Wenn es teurer sein darf, dann: m-hoch-5, Bulldog oder Sorotec AL Line. Es gibt auch noch so Teile wie die Stepcraft, aber da bin ich irgendwie wegen der Rollenführungen abgeneigt. Ist halt echt die Frage was mit dem Teil gemacht werden soll. Ich tendiere bei sowas immer zum kompletten Overkill, auch wenn es absolut nicht nötig wäre  Die Killerbee sieht was Preis/Leistung angeht ganz gut aus, so ists nicht. In dem Bereich muss man halt immer Abstriche machen. Ist wie bei 3D Druckern bis 300€...
Die Killerbee sieht was Preis/Leistung angeht ganz gut aus, so ists nicht. In dem Bereich muss man halt immer Abstriche machen. Ist wie bei 3D Druckern bis 300€...
Die Killerbee sieht was Preis/Leistung angeht ganz gut aus, so ists nicht. In dem Bereich muss man halt immer Abstriche machen. Ist wie bei 3D Druckern bis 300€...
G
GuruSMI
Guest
Ich würde mir die Proxxon Micromot MF70 (oder so) zulegen. da gibt es dann als Erweiterung einen CNC-Satz.Gibt es hier jmd mit einer CNC Fräse?
Ich überlege mir den Killerbee zu kaufen
- Mitglied seit
- 04.04.2013
- Beiträge
- 2.994
Das ist mit Verlaub ein sehr schlechter Vergleich zur KillerbeeIch würde mir die Proxxon Micromot MF70 (oder so) zulegen. da gibt es dann als Erweiterung einen CNC-Satz.
")
G
GuruSMI
Guest
Ich habe nicht verglichen. Ich hatte mich mal informiert, weil ich evtl. die Teile für meinen Predator aus Alu fertigen wollte. Und da war die MF70 die einzige Fräse, die auch für Metall geeignet war. Die meisten in diesem Preisbereich sind in meinen Augen eher naja. Ich fahre die 24h von LeMans ja auch nicht in einem VW Beetle.
Für so Kleinkram, also Fräsbereich bis 100x100x100mm, würde ich mir was kleines mit MGN15 und HTD3M Riemen oder einfachen Trapezspindeln bauen. Damit geht dann auch Alu problemlos. Da kann die MF70 dann einpacken. Nur als Beispiel hier die TinyCNC Alu:

 www.thingiverse.com
www.thingiverse.com
Dafür brauchts dann auch keinen CNC Satz, sondern man verwendet einfach ein Druckerboard und gut ist. Für Nema17 langt das, wenn man 24V drauf gibt.
TinyCNC alu by herbert_b1
Dies ist eine kleine CNC-Fräsmaschine zur Bearbeitung von leichten Materialien, insbesondere von Aluminium. Der Arbeitsbereich beträgt 280x250x100mm, wobei dieser natürlich individuell angepasst werden kann. Die Maschine ist noch in Entwicklung, weshalb noch keine Steuerung, Schaltplan oder...
www.thingiverse.com
Dafür brauchts dann auch keinen CNC Satz, sondern man verwendet einfach ein Druckerboard und gut ist. Für Nema17 langt das, wenn man 24V drauf gibt.
G
GuruSMI
Guest
Für so Kleinkram, also Fräsbereich bis 100x100x100mm, würde ich mir was kleines mit MGN15 und HTD3M Riemen oder einfachen Trapezspindeln bauen. Damit geht dann auch Alu problemlos. Da kann die MF70 dann einpacken. Nur als Beispiel hier die TinyCNC Alu:
TinyCNC alu by herbert_b1
Dies ist eine kleine CNC-Fräsmaschine zur Bearbeitung von leichten Materialien, insbesondere von Aluminium. Der Arbeitsbereich beträgt 280x250x100mm, wobei dieser natürlich individuell angepasst werden kann. Die Maschine ist noch in Entwicklung, weshalb noch keine Steuerung, Schaltplan oder...
Dafür brauchts dann auch keinen CNC Satz, sondern man verwendet einfach ein Druckerboard und gut ist. Für Nema17 langt das, wenn man 24V drauf gibt.
Und Du glaubst, mit so einem Spielzeug ein maßhaltiges Werkstück zu erhalten? Na dann...
Zuletzt bearbeitet:
Ich hab nicht mit dem Proxxon Spielzeug mit 100W Spindel angefangen. Die MF70 ist eher Uhrmacherwerkzeug, während die TinyCNC durchaus Kleinkram in Alu zerspanen kann... Aber ich höre mir gerne die Argumente an warum die TinyCNC (in der Größe!) nicht taugen soll. Lass mal hören.
G
GuruSMI
Guest
Es geht weniger um die Spindelleistung, es geht um die Solidität der Gesamtkonstruktion. Un dda kann ein bisserl 20x20 Alu-Stangen a'la TinyCNC wahrlich nicht mit dem Eisen der MF70 mithalten. Viele wichtige Dinge zum Rüsten gibt es an einer TinyCNC erst garnicht. Da wird Fräsen sehr schnell zur Glückssache. Die MF70 kann Guß, Stahl, Eisen und Alu bearbeiten. Allein schon wegen der massiven Teile im Bereich Gehäuse/Spindelhalterung. Mit der TinyCNC kann man mit Glück etwas Alu oder Messing/Bronze fräsen. Wie Gesagt. Man fährt in einem Beetle kein Rennen auf LeMans. Leistung ist nichts ohne Kontrolle.
Layer 198 der Hand. Der Extruder fängt an zu klackern. IIch bin dann auf Pause und habe filament zu extrudieren versucht. Ging nicht. Ich habe dann zuerst einen 20mm Retract gefolgt von einer 50mm extrusion durchgeführt und den Druck fortgesetzt. Der Extruder klackert momentan nicht weiter. Es ist die letzte Hand. Da juckt es mich gerade weniger. Aber zuverlässig ist anders.
Beitrag automatisch zusammengeführt:
Layer 198 der Hand. Der Extruder fängt an zu klackern. IIch bin dann auf Pause und habe filament zu extrudieren versucht. Ging nicht. Ich habe dann zuerst einen 20mm Retract gefolgt von einer 50mm extrusion durchgeführt und den Druck fortgesetzt. Der Extruder klackert momentan nicht weiter. Es ist die letzte Hand. Da juckt es mich gerade weniger. Aber zuverlässig ist anders.
pwnbert
Urgestein
- Mitglied seit
- 30.10.2014
- Beiträge
- 4.323
Vergiss es. Das beginnt schon bei den einfachsten Teilen. Wie der Tzk schon sagt, bei der Konstruktion muss man schon wissen, für welches Fertigungsverfahren man konstruiert.Ich würde mal Behaupten: Wenn man Metallbearbeitung von der Pike auf gelernt hat, braucht man auch keine CNC Maschine. Man braucht da lediglich eine entsprechende Maschine und eine technische Zeichnung. Ich müsste sowas auch an einer Fräse/Drehmaschine auch ohne CNC hergestellt bekommen. Die Hardware zur Bearbeitung derartiger Größen kostet nicht die Welt. Ebenso bekommt man wohl auch die technischen Zeichnungen in Form von CAD-Dateien. Ich hatte bereits in der Schule einen Schraubstock fertigen/bauen müssen. Inkl. der Spindel und dem Schwalbenschwanz.
Was du in der Schule bekommen hast, war von der Konstruktion her abgestimmt auf eine einfache Fertigung mit den vorhandenen Maschinen und Werkzeugen und den Techniken, die man dazu erlernen sollte.
Ein beliebiges Teil nachzubauen, das dir jemand in die Hand drückt... das ist eine andere Sache.
Mit der MF70 bekommst du nichts für Alu hin. Ohne Spaß. Zerspanung ist ein anderes Level als 3D-Druck, fürs Wohnzimmer ohnehin nichts. Ohne sehr genau definierten und verünftig argumentierten Bedarf ist das ein sinnloses Unterfangen. Für den Wohnraum ist das ohnehin nichts, Dreck, Lärm....
Ich für mich habe Freude am 3D-Druck, damit ist es nämlich möglich recht universell Wohnzimmertauglich zu basteln.
Natürlich gilt: Jeder wie er will.
Was ich mir ja noch irgendwie einreden lasse sind diese 2,5D CNCs für weiche Plattenwerkstoffe, damit kann man schon was basten bei Bedarf... so Plexiglas, Kompaktplattenzuschnitte oder so Zeugs...
Aber... ein brauchbar konstruiertes 3D-Druck-Teil aus einem brauchbaren Filament ist schon brauchbar. Besser ist irgend ein Alu-Würg auch nicht.
Unter einer Maho MH 400 CNC oder so ist das für mich keine "Fräse"... CNC-Router, okay, für so Plattenzeug. Das ist alles nicht so einfach, wie man sich das vorstellt, wenn man damit echt "Metall" bearbeiten will. Ich steig da jetzt aber auch aus, weil ich da nicht mehr wirklich was beitragen kann, ausser einer gut gemeinten Warnung die Finger davon zu lassen, wenns nicht wirklich sein soll und muss.
edit:
Nein, das ist Schwachsinn, mit einer MF70 kannst du keinen Stahl Fräsen. Selbst Alu... naja. Ja, Minimalabträge, aber nichts, was irgendwie brauchbar wäre. Stahl/Eisen und wenig gutmütige Alusorten machen schon mit einer 300kg Maschine nur Spaß, wenn man genügsam ist, und weiss was man tut, bei Werkzeugkosten, die es teilweise in sich haben.
/edit
Die Sache mit den Druckteilen ist ja der eigentliche Clou an der ganzen 3D-Drucker-Szene. Dadurch bleibt das ganze Zeug weitgehend unabhängig von "big-tech" und der Investmentsache, an der Kleinserien idR scheitern.Druckteile haben halt immer das Problem der Layerhaftung und teilweise kriecht das Bauteil über längere Zeit. Insbesondere PETG ist zwar relativ zäh (lies: nicht spröde), neigt aber dazu sich über die Zeit zu verformen. Außerdem ist die Maßhaltigkeit auch immer so ne Sache und Kunsstoff ist generell relativ elastisch, was sich irgendwann in Ghosting äußert. Mit Aluminium, selbst 3mm stark, hat man einfach viel weniger Stress.
Hast du schon mal PC gedruckt? Wenn nicht, tu es mal. Im Ernst. Du brauchst halt einen warmen zugluftarmen Bauarum, ein Heizbett mit Leistung und ein Hotend, das die Temperatur abkann.
So schwer ist PC am Ende aber nicht zu drucken, wenn wir das Hotwend nicht wegschmilzt, und von den mechanischen Eigenschaften her wirklich in Ordnung.
Ich halte ABS für genau so (un)geeignet wie PETG, ABS ist halt spröde und hat mehr Layerhaftungsprobleme als PETG, dafür ist es steifer. Gutes ASA ist besser. PC ist noch besser. CF-PC hab ich nie probiert, stelle ich mir aber sehr gut vor (meinen Erfahrungen mit CF-PETG / XT-20 und PC nach).
Was mich ärgert ist, dass man im RatRig Shop nur PETG Teile bekommt. Nicht mal ASA. In der Liga irgendwie traurig.
Jaja, kann man selbst drucken. Aber ohne Drucker der brauchbar ASA / PC druckt, naja.
Tatsächlich noch nicht. Ich bin derzeit bei ASA angekommen und soweit (erstmal) zufrieden. Bauraum der locker auf 45°c aufgeheizt werden kann hab ich, Hotend ist Allmetal mit Cu Block und Cu Düse vorhanden, am Hemera. Daran sollte es nicht scheitern. Wobei ich meine aktuellen Teile am Drucker mittlerweile alle durch ASA ersetzt habe, das PETG wurde wie oben erwähnt einfach weich. PC werde ich hoffentlich nicht brauchen, eher baue ich mir einen neuen DruckerHast du schon mal PC gedruckt? Wenn nicht, tu es mal. Im Ernst. Du brauchst halt einen warmen zugluftarmen Bauarum, ein Heizbett mit Leistung und ein Hotend, das die Temperatur abkann.

Ich hoffe dir ist aufgefallen das Proxxon die Maschine für Fräser bis 3mm freigibt. Was denkst du wie gut sich mit einem 3mm Fräser und der popeligen Spindel in Stahl fräsen lässt, ohne das der Fräser schwingt und die Lagerung der Spindel schreit? Da rettet dich der Gussfuß auch nicht mehr. Zumal der Ausleger der MF70 nicht aus Stahl ist. Lass dich vom Aluprofil der Tiny nicht täuschen, das Teil kann mehr als du ihm zutraust. Insbesondere weil das nicht nur lieblos hingeworfenes Profil ist, sondern vernünftig versteift. Klar ist das keine fette Industriefräse, aber mit kleineren Fräsern (ich rate mal und sage bis 5mm) kann das Teil Alu zerspanen. Also perfekt für daheim, Kleinkram und als Desktop Fräse.Die MF70 kann Guß, Stahl, Eisen und Alu bearbeiten.
G
GuruSMI
Guest
Ich hatte für mich das Thema Metallbearbeitung als abgeschlossen definiert. Wenn ich was in Metall brauche, lasse ich das fertigen. Egal, wieviel mich das kostet. Ich hatte mal Fräsen ohne CNC gelernt. Ebenso stoßen, drehen und all die anderen Bearbeitungsverfahren. Das war im Grunde das erste Lehrjahr eines Werkteucgmachers. Das war damals (dank Spänen und Bohrwasser) eine Sauerrei und ist es heute noch. Sowas will ich auf meinem Grund nicht haben. Die Frtäsmaschine, an der ich lernte wog mehrere Tonnen und war auf einem gegossenen Betonboden verankert. Das Bett war so 30cm auf rd. 100cm groß. Wie teuer das Ding war, will ich garnicht wissen. Ebensowenig, wieviel das Bundesland Baden.Württemberg für meinen Verbrauch an Strom und Werkzeuge bezahlte.Unter einer Maho MH 400 CNC oder so ist das für mich keine "Fräse"... CNC-Router, okay, für so Plattenzeug. Das ist alles nicht so einfach, wie man sich das vorstellt, wenn man damit echt "Metall" bearbeiten will. Ich steig da jetzt aber auch aus, weil ich da nicht mehr wirklich was beitragen kann, ausser einer gut gemeinten Warnung die Finger davon zu lassen, wenns nicht wirklich sein soll und muss.
Aber ich traue der MF70 weitaus mehr zu als der windigen TinyCNC. Und das nicht zuletzt aus eigener Erfahrung. Ich habe einen Dremel. Mehr will ich nicht.
pwnbert
Urgestein
- Mitglied seit
- 30.10.2014
- Beiträge
- 4.323
PC ist noch mal ein ordentlicher Schritt vom ASA.Tatsächlich noch nicht. Ich bin derzeit bei ASA angekommen und soweit (erstmal) zufrieden. Bauraum der locker auf 45°c aufgeheizt werden kann hab ich, Hotend ist Allmetal mit Cu Block und Cu Düse vorhanden, am Hemera. Daran sollte es nicht scheitern. Wobei ich meine aktuellen Teile am Drucker mittlerweile alle durch ASA ersetzt habe, das PETG wurde wie oben erwähnt einfach weich. PC werde ich hoffentlich nicht brauchen, eher baue ich mir einen neuen Drucker
Das Problem sind beim Hotend nicht der Heizblock selbst, sondern die Kunststoffteile in dessen Nähe. Also in erster Linie die Luftführungen vom Lüfter überm Heatbreak und vom Bauteilkühler. Durch die starke Temperaturabstrahlung verformt sich das recht schnell. ABS/ASA hat bei mir nicht dauerhaft gehalten, PC ist fein.
45°C reicht für PC, mehr hab ich auch nicht. 115°C Heatbed und 280°C Nozzle solltest du halt schaffen ohne Auflösungserscheinungen. Das läuft mit PETG gar nicht und mit ABS auch nur kurz.
Kauf dir mal eine Rolle Prusa-PC wenn du was neues willst, bis auf die eben genannte Problematik ist das Zeug gut zu drucken mit einer, meiner Meinung nach, hervorragenden Eigenschaften. Prusa-CF-PC mag ich auch mal drucken, allerdings brauch ich dafür erst eine Wolframkarbib-V6-Nozzle in 0,4mm. Momentan schwer zu bekommen.
Hätte ein paar Fragen zum Drucken in/mit ABS. Würde mir gerne ein paar Teile damit drucken, die beansprucht sind. Geht dabei z.B. um sowas: https://www.thingiverse.com/thing:3396978
Also Teile, die auf Druck/Zug belastet sind und zudem noch höheren Temperaturen ausgesetzt sind.
Wäre da ABS das passende Material? Mir ist bewusst, dass der Raum gut durchlüftet sein muss, weil die Dämpfer wohl nicht ungefährlich sind. Bei mir wäre es ein Keller mit Fenster und zusätzlich noch ein Ventilator, wenn es der Durchlüftung dient. Eine Einhausung habe ich auch, dann sollte das mit dem Warping evtl. kontrollierbar sein. Und die Temperaturen müssen halt wesentlich höher sein, als bisher beim PLA. Die wohl wichtigste Frage, kann ich das überhaupt mit einem stock Ender 3 drucken?
Also Teile, die auf Druck/Zug belastet sind und zudem noch höheren Temperaturen ausgesetzt sind.
Wäre da ABS das passende Material? Mir ist bewusst, dass der Raum gut durchlüftet sein muss, weil die Dämpfer wohl nicht ungefährlich sind. Bei mir wäre es ein Keller mit Fenster und zusätzlich noch ein Ventilator, wenn es der Durchlüftung dient. Eine Einhausung habe ich auch, dann sollte das mit dem Warping evtl. kontrollierbar sein. Und die Temperaturen müssen halt wesentlich höher sein, als bisher beim PLA. Die wohl wichtigste Frage, kann ich das überhaupt mit einem stock Ender 3 drucken?
pwnbert
Urgestein
- Mitglied seit
- 30.10.2014
- Beiträge
- 4.323
So schlimm is das nicht im Keller. Man sollte halt nicht dauerhaft im Schlafzimmer drucken wo man daneben schläft. Aber darum gehts ja nicht.
ABS ist eigentlich recht ...bescheiden. Es ist halt billig und war von Anfang an verfügbar.
Eine schöne Materialvergleichstabelle, die natürlich nicht vollständig ist:
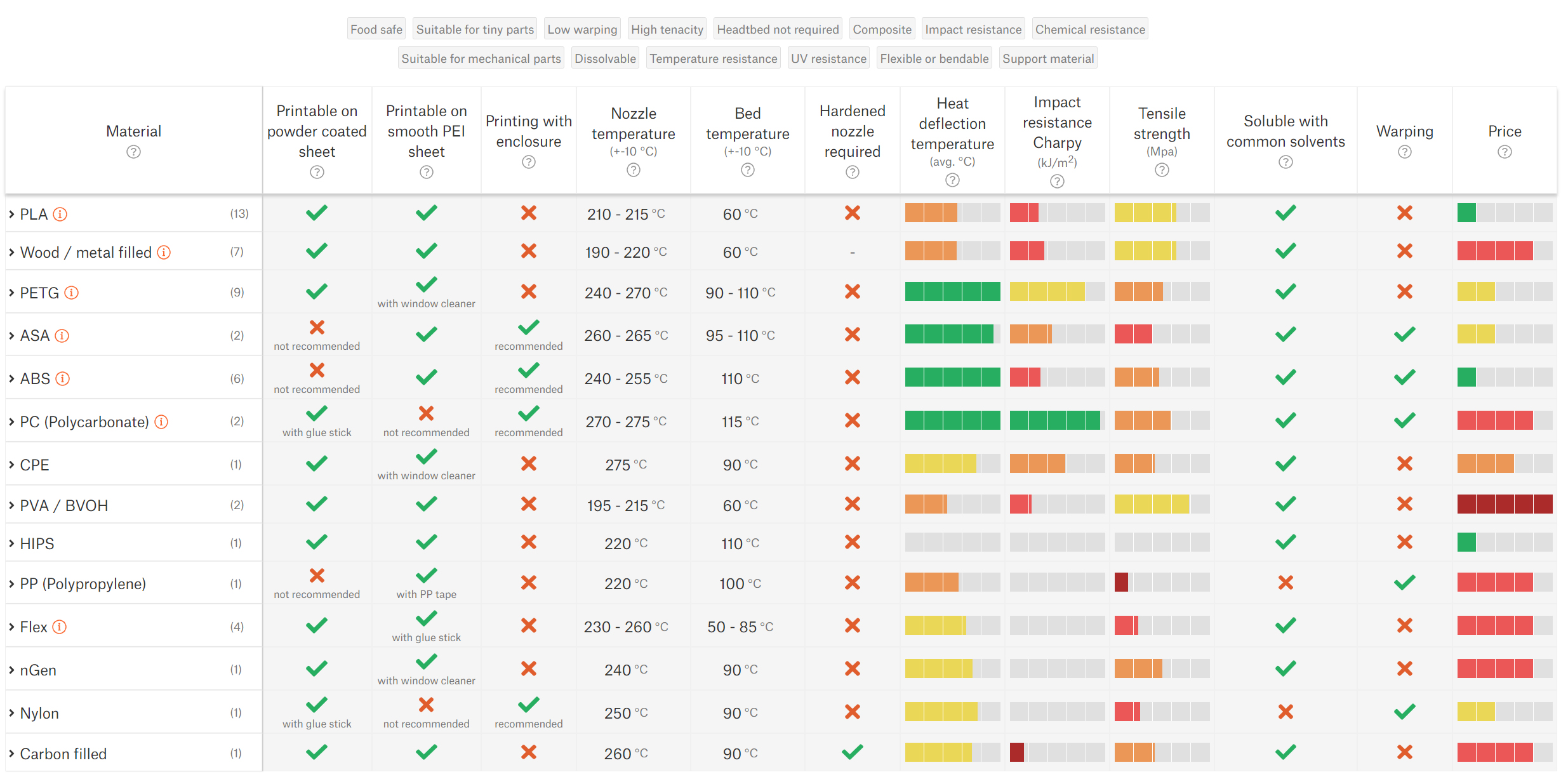
 help.prusa3d.com
help.prusa3d.com
Was ich gesehen hab, kann der Ender 3 110°C Druckbett und 255°C Heatblock.
Das hab ich beim ABS-T von Prusament (mein einziges ABS, neben NiceABS, das ich aber schon länger nimmer angegriffen habe) auch ziemlich ausgereizt, hab mit 255°C (250 1st) Nozzle und 110°C (105 1st) Druckbett gedruckt, Lüfter 15%. Je nach Filament muss man das wohl anpassen, die meisten haben aber eher weniger. Extrudr ASA ist auch in dem Bereich, etwas niedriger sogar.
Generell würde ich mich fast eher nach ASA umsehen als nach ABS, ist halt etwas teurer... (edit: wobei ABS schon in Ordnung ist, wenn man kein schlechtes erwischt, und keine zu hohen Ansprüche hat...)
Meine Beschreibung der Temperaturprbleme beim Polycarbonat-Drucken gilt im Prinzip auch fürs ABS, falls der Ender (kenn ihn nicht so) ein Problem mit der dauerhaft hohen Temperatur haben sollte, wäre das an oben genannten Stellen zu finden. Sollte aber kein Problem sein, denke ich.
Die gezeigten Teile sollten gut zu drucken sein.
tl,dr:
1) Einhausung dicht und halbwegs isoliert bekommen, so dass bissl Wärme drin bleibt. Du willst drinnen etwas Temperatur, so 40°C wären schön (dafür musst du aber schon ganz gut sein), wenn du halbwegs windstille 30°C schaffst, ist das auch schon was.
2) Hafthilfe fürs Bett. Das "DimaFix" welches mir hier empfohlen wurde funktioniert 1A. Billiger Haarspray tuts wahrscheinlich auch. ABS-Juice eher nicht, das war vor 10 Jahren schon eher scheiße.
Ich denke, es ist (recht unproblematisch) möglich.
ABS ist eigentlich recht ...bescheiden. Es ist halt billig und war von Anfang an verfügbar.
Eine schöne Materialvergleichstabelle, die natürlich nicht vollständig ist:
Prusa Materialtabelle | Prusa Knowledge Base
Unsere Filament-Leitfaden-Tabelle enthält alle Arten von unterst…
help.prusa3d.com
Was ich gesehen hab, kann der Ender 3 110°C Druckbett und 255°C Heatblock.
Das hab ich beim ABS-T von Prusament (mein einziges ABS, neben NiceABS, das ich aber schon länger nimmer angegriffen habe) auch ziemlich ausgereizt, hab mit 255°C (250 1st) Nozzle und 110°C (105 1st) Druckbett gedruckt, Lüfter 15%. Je nach Filament muss man das wohl anpassen, die meisten haben aber eher weniger. Extrudr ASA ist auch in dem Bereich, etwas niedriger sogar.
Generell würde ich mich fast eher nach ASA umsehen als nach ABS, ist halt etwas teurer... (edit: wobei ABS schon in Ordnung ist, wenn man kein schlechtes erwischt, und keine zu hohen Ansprüche hat...)
Meine Beschreibung der Temperaturprbleme beim Polycarbonat-Drucken gilt im Prinzip auch fürs ABS, falls der Ender (kenn ihn nicht so) ein Problem mit der dauerhaft hohen Temperatur haben sollte, wäre das an oben genannten Stellen zu finden. Sollte aber kein Problem sein, denke ich.
Die gezeigten Teile sollten gut zu drucken sein.
tl,dr:
1) Einhausung dicht und halbwegs isoliert bekommen, so dass bissl Wärme drin bleibt. Du willst drinnen etwas Temperatur, so 40°C wären schön (dafür musst du aber schon ganz gut sein), wenn du halbwegs windstille 30°C schaffst, ist das auch schon was.
2) Hafthilfe fürs Bett. Das "DimaFix" welches mir hier empfohlen wurde funktioniert 1A. Billiger Haarspray tuts wahrscheinlich auch. ABS-Juice eher nicht, das war vor 10 Jahren schon eher scheiße.
Ich denke, es ist (recht unproblematisch) möglich.
Zuletzt bearbeitet:
G
GuruSMI
Guest
Sodele. Die Häde sind durch. Alle HandyHände und Hakenhände sind gedrckt. Jetzt geht es an den Rolli. Drei CupHolder (Kaffee und Ascher für den manuellen und den E-Rolli) und zwei Hebel für die Bremse des Manuellen (Re & Li) beim manuellen Rolli sind nun dran. Dann will ich einen Haken für Einkaufstaschen am E-Rolli. Es ist sehr unkommod, wenn man schwerere Taschen längere Zeit auf dem Schoß haben muß. Das passiert immer beim Einkaufen, denn die Taschen liegen während der gesamten Heimfahrt dort rum Geruckt wird alles in NiceABS. Da hab ich noch über drei Rollen hier herumliegen.
Danach werde ich vermutlich zuerst einen zweiten Effektor bauen. Auf Basis eines Dragon. Ziel ist, einen Effektor zu haben, den man nur an die 6 MagBallArms hängen und die zwei Hauptkabel connecten muß und druckbereit ist. Schweineteuer sind die 6 MagBalls. Die bekommt man fast nicht und wenn, dann schlagen die gleich mit mehr als 50 Euer zu Buche. Die FanDucts des Effektors will ich mal mit HT-PLA drucken. Ich hab hier eine 500gr Rolle. Nicht minder schweineteuer. 60€ für 500gr. ist nicht gerade billig. Zudem will ich endlich mal den Deckel für das VAT haben. Momentan schütze ich das Resin ich das mit Alufolie, die 3 Lagen hat. Wenn dann noch der LGX/Hemera verbaut ist, bin ich mal vorab zufrieden. Insgesamt sind aber einige Hundert Druckteile in der Queue. En RC-Car, ein Sparschwein (beides für mich) und Hogwarts (Geht an eine Bekannte) sind da in der Majorität der Druckteile. Spannende Wochen stehen einem da bevor.
Unterbrochen werden ab demnächst die Drucke durch die Zeit beim Physio. Laufen will gelernt sein, um nicht ewig im Rolli sitzen zu müssen.
Der Materialwechsel in RRF ist genial. Man ermittelt die Speziellen Werte (Nozzle-/Bedtemp etc) und trägt diese in GCode-Makros ein. Ein Klick auf das neue Material ändert auch die Werte. So muß man im Slicer nichts konfigurieren. Der Startcode wird da natürlich komplexer, da man darin auch überprüfen muß, ob überhaupt ein Druckfilament konfiguriert wurde und eventuell eine Fehlermeldung ausgeben muss. Aber die Materialverwaltung ist ein echt schniekes Feature.
Danach werde ich vermutlich zuerst einen zweiten Effektor bauen. Auf Basis eines Dragon. Ziel ist, einen Effektor zu haben, den man nur an die 6 MagBallArms hängen und die zwei Hauptkabel connecten muß und druckbereit ist. Schweineteuer sind die 6 MagBalls. Die bekommt man fast nicht und wenn, dann schlagen die gleich mit mehr als 50 Euer zu Buche. Die FanDucts des Effektors will ich mal mit HT-PLA drucken. Ich hab hier eine 500gr Rolle. Nicht minder schweineteuer. 60€ für 500gr. ist nicht gerade billig. Zudem will ich endlich mal den Deckel für das VAT haben. Momentan schütze ich das Resin ich das mit Alufolie, die 3 Lagen hat. Wenn dann noch der LGX/Hemera verbaut ist, bin ich mal vorab zufrieden. Insgesamt sind aber einige Hundert Druckteile in der Queue. En RC-Car, ein Sparschwein (beides für mich) und Hogwarts (Geht an eine Bekannte) sind da in der Majorität der Druckteile. Spannende Wochen stehen einem da bevor.
Unterbrochen werden ab demnächst die Drucke durch die Zeit beim Physio. Laufen will gelernt sein, um nicht ewig im Rolli sitzen zu müssen.
Der Materialwechsel in RRF ist genial. Man ermittelt die Speziellen Werte (Nozzle-/Bedtemp etc) und trägt diese in GCode-Makros ein. Ein Klick auf das neue Material ändert auch die Werte. So muß man im Slicer nichts konfigurieren. Der Startcode wird da natürlich komplexer, da man darin auch überprüfen muß, ob überhaupt ein Druckfilament konfiguriert wurde und eventuell eine Fehlermeldung ausgeben muss. Aber die Materialverwaltung ist ein echt schniekes Feature.
Ich vermute du hast Teflon im Hotend verbaut, oder? Ich würde für ABS mindestens das Hotend auf Allmetal umrüsten und das Heizbett isolieren. Und du brauchst für flache Teile eine Möglichkeit den Bauraum warm zu bekommen.kann ich das überhaupt mit einem stock Ender 3 drucken?
G
GuruSMI
Guest
Ich hatte mir zwei Ascher bei Amazon bestellt. Sollen für den Cupholder in einem Auto sein. Ich wollte die an meinen Rollis verbauen. Die Ascher mit LED beleuchtet sind. Die sollen dann in einen gyroskopischen Cupholder, den ich gerade in NiceABS Schwarz drucke. Sieht dann bestimmt abgedreht aus. Eine Ladebuchse a'la USB haben die nicht.
Eine Bodenplatte des Cupholders ist gedruckt. Drei Cupholder muß ich wohl von der Größe her adaptieren. Wird noch lustig... Sollte ich nichts mehr posten, hat man mich in ein PLK eingewiesen und verfrachtet.
Eine Bodenplatte des Cupholders ist gedruckt. Drei Cupholder muß ich wohl von der Größe her adaptieren. Wird noch lustig... Sollte ich nichts mehr posten, hat man mich in ein PLK eingewiesen und verfrachtet.
brometheus
Enthusiast
- Mitglied seit
- 11.01.2015
- Beiträge
- 4.292
Der Ender3 ist jetzt auf den Orbiter-Extruder umgerüstet. Damit sind jetzt sowohl der Sherpa Mini, als auch der Orbiter im Einsatz. An sich sind beide sehr cool, aber der Sherpa gefällt mir besser.

Hier der erste Testcube mit dem Orbiter, PETG & 0.2mm Layerhöhe. mMn schaut der sehr sauber aus.

Hier der erste Testcube mit dem Orbiter, PETG & 0.2mm Layerhöhe. mMn schaut der sehr sauber aus.
brometheus
Enthusiast
- Mitglied seit
- 11.01.2015
- Beiträge
- 4.292
Die Außenhaut ist mit 40mm/s und innen mit 60mm/s gedruckt, Beschleunigungswerte sind auch recht niedrig. E-Steps & sonstige Werte sind von der Thingiverse-Seite vom Orbiter und haben direkt gepasst.
Interessant ist, dass es 2 Versionen vom Nema14 gibt. Die alte muss auf 300mA@24V begrenzt werden. Die neue kann ohne Probleme mit 800mA betrieben werden.
Interessant ist, dass es 2 Versionen vom Nema14 gibt. Die alte muss auf 300mA@24V begrenzt werden. Die neue kann ohne Probleme mit 800mA betrieben werden.
"Nema" ist nur die Bauform. Es gibt etliche Varianten mit unterschiedlicher Induktivität, Zahl der Steps, Widerstand und damit Maximalstrom... Der neue mit 800mA wird vermutlich wegen geringerer Induktivität auch schneller drehen können.
brometheus
Enthusiast
- Mitglied seit
- 11.01.2015
- Beiträge
- 4.292
Jo stimmt, gemeint sind LDO-36STH20-0504AHG & LDO-36STH20-1004AHG. Wobei schon mit der alten Version bei 200mm/s gedruckt werden konnte. Allerdings nicht mit einem Ender3
Ps: Ob man einen echten LDO bekommt ist auch so eine Sache. Viele werben zwar mit "genuine LDO stepper" aber die Bezeichnung lässt sich recht leicht auf beliebige andere auflasern.
Ps: Ob man einen echten LDO bekommt ist auch so eine Sache. Viele werben zwar mit "genuine LDO stepper" aber die Bezeichnung lässt sich recht leicht auf beliebige andere auflasern.
Zuletzt bearbeitet:

- Mitglied seit
- 22.09.2010
- Beiträge
- 3.487
- Details zu meinem Desktop
- Prozessor
- Ryzen 9 3900X
- Mainboard
- MSI X570 Unify
- Kühler
- Custom Wakü
- Speicher
- GSkill 32GB
- Grafikprozessor
- 5700XT @Water
- Netzteil
- Corsair HX1200i
- Internet
- ▼128Mbit ▲40Mbit
@brometheus vom welchem Hersteller ist dein Sherpa? Gibt ja X chinesische Anbieter.
brometheus
Enthusiast
- Mitglied seit
- 11.01.2015
- Beiträge
- 4.292
Ich habe den hier gekauft, weil ich noch einen Amazon-Gutschein hatte:
Die SLS-Teile sind sauber gedruckt und verarbeitet. Der Motor ist die alte Version und von unbekannter Herkunft. Allerdings ist das Ding im Betrieb irre leise und hat bei den paar kleinen Testdrucken bisher gut funktioniert. Der Sapphire hat einen ollen a4988-Treiber für den Extruder der mit dem serienmäßigen Titan-Clone ordentlich lärm gemacht hat. Mit dem Sherpa klingt es als wäre ein TMC2208/9 im Einsatz.
Mein Orbiter ist von BIQU, der war bei Ebay für 43€ im Angebot, was schon ziemlich günstig ist. Verarbeitet ist der auch gut, aber das Planetengetriebe ist minimal lauter. Der Stepper sollte deutlich stärker als beim Sherpa sein. Wobei die genau die gleiche Bauform nutzen und austauschbar sind. Könnte den Sherpa also auch mit dem besseren Motor geben.

BCZAMD 3D Printer Upgrade Extruder Accessories Sherpa Mini Extruder Hotend Kit Lightweight with Stepper Motor Dual Gear Compatible with Voron 2.4 V0 Ender 3 V2 Pro CR10 Series Pressure Part : Amazon.de: Business, Industry & Science
BCZAMD 3D Printer Upgrade Extruder Accessories Sherpa Mini Extruder Hotend Kit Lightweight with Stepper Motor Dual Gear Compatible with Voron 2.4 V0 Ender 3 V2 Pro CR10 Series Pressure Part : Amazon.de: Business, Industry & Science
www.amazon.de
Mein Orbiter ist von BIQU, der war bei Ebay für 43€ im Angebot, was schon ziemlich günstig ist. Verarbeitet ist der auch gut, aber das Planetengetriebe ist minimal lauter. Der Stepper sollte deutlich stärker als beim Sherpa sein. Wobei die genau die gleiche Bauform nutzen und austauschbar sind. Könnte den Sherpa also auch mit dem besseren Motor geben.
BIQU Orbiter Extruder V1.5 ExtruderMotor Dual Gear For Ender 3 VORON 2.4/VORON 0 | eBay
Entdecken Sie BIQU Orbiter Extruder V1.5 ExtruderMotor Dual Gear For Ender 3 VORON 2.4/VORON 0 in der großen Auswahl bei eBay. Kostenlose Lieferung für viele Artikel!
www.ebay.de
G
GuruSMI
Guest
ABS drucke ich immer mit NiceABS von 3D Jake mit 235°C/85°C im teileingehausten Predator auf einem Energetic PEI-Sheet. Klappt einwandfrei. Gerade jetzt drucke ich 7 Teile auf einem Bett auf einmal. Seit mittlerweile 14h. Gute Betthaftung ohne Warping. Zweimal Bremsgriff und die restlichen Teile für den gyroskopischen Cupholder für meinen Rolli.