So, das Polycarbonat-Teil am Extruder hält jetzt wohl. Hab noch ein kleines Heatshield aus poliertem VA-Blech für die Pinda gemacht, muss das aber noch etwas verfeinern, wenn mal Zeit ist.
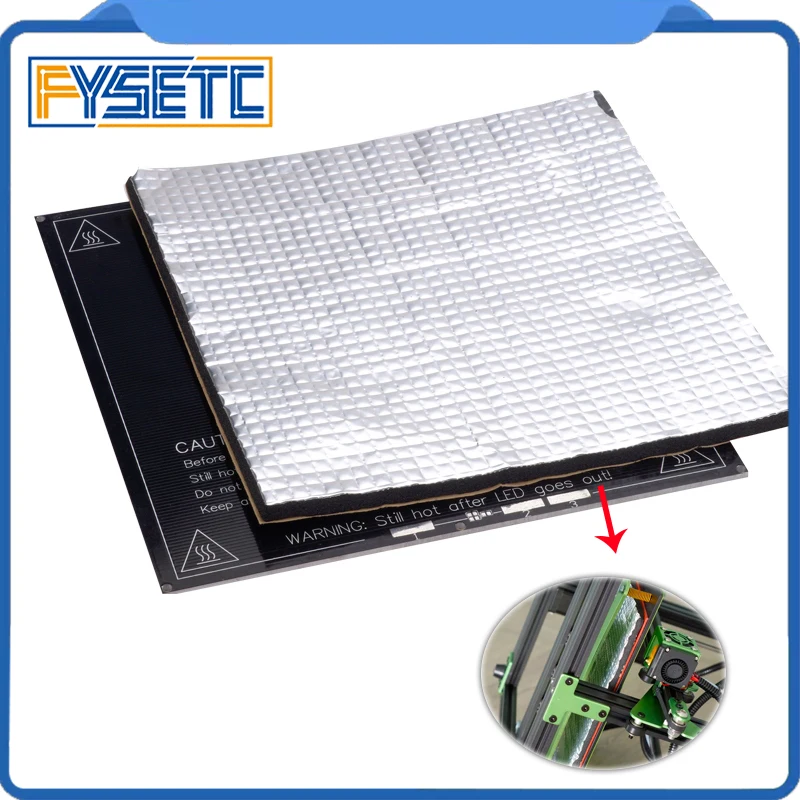
Dann möchte ich noch ein dünnes poliertes Blech (als Hitzereflektor) zwischen Heizbett und Y-Carriage machen, damit die nach unten Abgestrahlte Wärme (teilweise) zurückgeworfen wird und ins Heizbett geht, und weniger in die Führungen darunter... Wird etwas Arbeit das zu machen, mal sehn, wann ich dazu komm, und wo ich Blech dafür herbekomm (Edelstahl sauber zuschneiden ist scheiße...). Ist zwar etwas Gewicht, 0,1mm Edelstahlblech sollten auf so 40g kommen... er erreicht die 110°C/115°C auch ohne, braucht dafür aber ein wenig. Ich bin mir da noch nicht schlüssig.
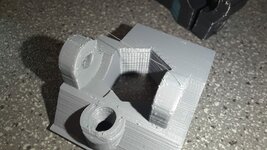
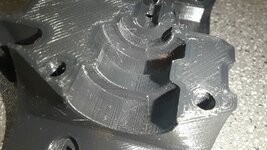
Ich finde, dass das (zumindest das Prusa-PC-Blend) Polycarbonat gar nicht so schlecht zum drucken ging, wie alle sagen. Glattes PEI-Bett, Klebestick (Kores) dünn auftragen und eintrocknen lassen, erst dann aufs Heizbett legen. 275/110-115°C und los gehts. In der Einhausung hat es so ca. 38-45°C (meist so 41-42°C).. Ging eigentlich erstaunlich gut. Ich muss noch spielen ob 0,1mm oder 0,2mm Layer besser werden und mir die XY-Größenkompensation noch bissl ansehen, dann könnte ich beginnen den ganzen Drucker daraus nachzufertigen.
Eigentlich wollte ich den Drucker ja um "sinnvolle" Dinge zu machen, nicht als Eigenbeschäftigung

...
Ich finde nicht, dass PC schwerer zu drucken ist als ASA oder ABS, bis auf die Selbstzerstörungsthematik beim Drucker.
Wobei ich dem Extrudr ASA jetzt noch eine Chance gegeben hab, hab am glatten PEI einige Telie mit 0,1mm Quality Prusa Settings (nur leicht angepasst), mit den Prusa-ASA Settings (105-110/260°C, 20% fan), und das halt in entsprechender Prusa-Quality-Geschwindigkeit (manche nennen es vllt. auch Zeitlupe).
Die Teile sind überraschend gut geworden, obwohl die Test-Cubes in 0,2mm irgendwie gar nicht gut waren (Layer sahen scheiße aus, wie etwas Ghosting/Shifting)....
Ich bin immer noch positiv vom PC überrascht. Wird wohl ein Standardmaterial für mich.


")