toscdesign
Enthusiast
- Mitglied seit
- 17.02.2022
- Beiträge
- 7.391
- Details zu meinem Desktop
- Sonstiges
- 3D Drucker: Voron 2.4r2 350 / Bambulab A1 AMS
- Internet
- ▼276 ▲45
Ich habe die Phaetus Düse nun eingebaut, ist aber leider eine 0,6er.
Aber dafür müsste ich jetzt einen großen Unterschied sehen.
Ich bin gespannt
Nur damit ich das einschätzen kann
Hier die Ergebnisse:
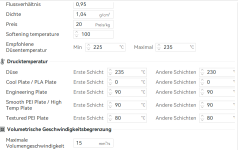
20,4mm³/s bei 215°C
22,7mm³/s bei 230°C
25,4mm³/s bei 240°C
27,2mm³/s bei 250°C
alles das gleiche PLA und die 0,6er Volcano Plated Copper von Phaetus am Phaetus Rapido UHF
Soweit ich das deuten kann, schafft er es nicht mehr die Wärme ins Filament zu bekommen?
Das Hotend selber hällt die Temperatur ohne Probleme.

Aber dafür müsste ich jetzt einen großen Unterschied sehen.
Ich bin gespannt
Beitrag automatisch zusammengeführt:
Welche Temperatur?22 gingen mit der Standard Bambu Düse. Das Jayo Matt, was eigentlich identisch zum Sunlu sein sollte, geht mit dem CHT Hotend von AliExpress bei 30. Jop ist einer 0,4er Nozzle.
Nur damit ich das einschätzen kann
Beitrag automatisch zusammengeführt:
Hier die Ergebnisse:
20,4mm³/s bei 215°C
22,7mm³/s bei 230°C
25,4mm³/s bei 240°C
27,2mm³/s bei 250°C
alles das gleiche PLA und die 0,6er Volcano Plated Copper von Phaetus am Phaetus Rapido UHF
Soweit ich das deuten kann, schafft er es nicht mehr die Wärme ins Filament zu bekommen?
Das Hotend selber hällt die Temperatur ohne Probleme.
Zuletzt bearbeitet: