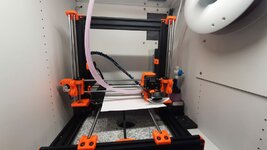
So, läuft unter Wasser. Hab den Kühler umgedreht, so dass die Anschlüsse links sitzen, ich war zum Glück so schlau es symmetrisch zu bauen.
Die Schlauchführung ist dadurch jetzt nicht so wie geplant, aber ich hatte irgendwie kein Bock mich darum zu kümmern, wollte drucken.
Funktioniert ja auch so.
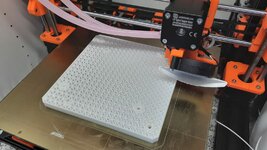
Mit TPU komm ich gut zurecht (Sainsmart hab ich hier), ich druck gerade eine Montageplatte mit etwas offset für Wakü Pumpe/AGB, ich dachte, das mach ich gleich aus TPU, vllt. kommt ja ein schwingungsdämpfender Effekt rüber. Zeit braucht man halt.
Beim PET Drucken hab ich gesehen, dass mein Bauraum auch ohne zuästzliche Heizung angenehme ~40°C bekommt, druch den fehlenden Hotendlüfter ist das auch alles eher ruhig. Bin schon auf ABS/ASA gepannt, wie sich das so drucken wird... durch die höhere Betttemperatur sollte das eher in Richtung 45°C gehen, ich bin gespannt, ob es eine Zusatzheizung brauchen wird dafür.
Mal sehen, wann ich Zeit hab für ASA/ABS... ich hab dann ja auch noch XC20 hier liegen und Polycarbonat.
Ob ich die Platine etwas aktiv kühlen sollte, wegen der höheren Umgebungstemperatur?


")
")

")





 Ich hoffe ich hab mich nicht verrechnet... Jedenfalls sollte ein kleiner Schlauch mit 3 oder 4mm Innendurchmesser locker reichen um das Coldend zu kühlen.
Ich hoffe ich hab mich nicht verrechnet... Jedenfalls sollte ein kleiner Schlauch mit 3 oder 4mm Innendurchmesser locker reichen um das Coldend zu kühlen.
